Streuung findet innerhalb eines Ultraschallstrahls, der einen metallischen Werkstoff durchläuft, überall dort statt, wo die Streubedingung erfüllt ist. Dazu muss ein bestimmtes Verhältnis d / λ überschritten werden, wobei d der Abstand der Streuer, wozu u.a. die Korngrenzen zählen, und λ die Wellenlänge des Ultraschalls ist. Die Schallwellen werden im Allgemeinen in alle Richtungen gestreut, ein Teil auch zurück zum Ultraschallprüfkopf. Die Größe des Streueffekts in einem Volumenbereich, also das Verhältnis der dort in alle Richtungen gestreuten Schallenergie zur Energie des einfallenden Schallstrahls, hängt vom Verhältnis d / λ im betrachteten Volumen ab. Sind die mittleren Korngrößen klein im Vergleich zur Ultraschallwellenlänge, ist die Streuung gering; bei größeren Körnern wird der Effekt stärker bis es schließlich an Körnern, die viel größer als die Wellenlänge sind, zur (Rück-) Streuung kommt.
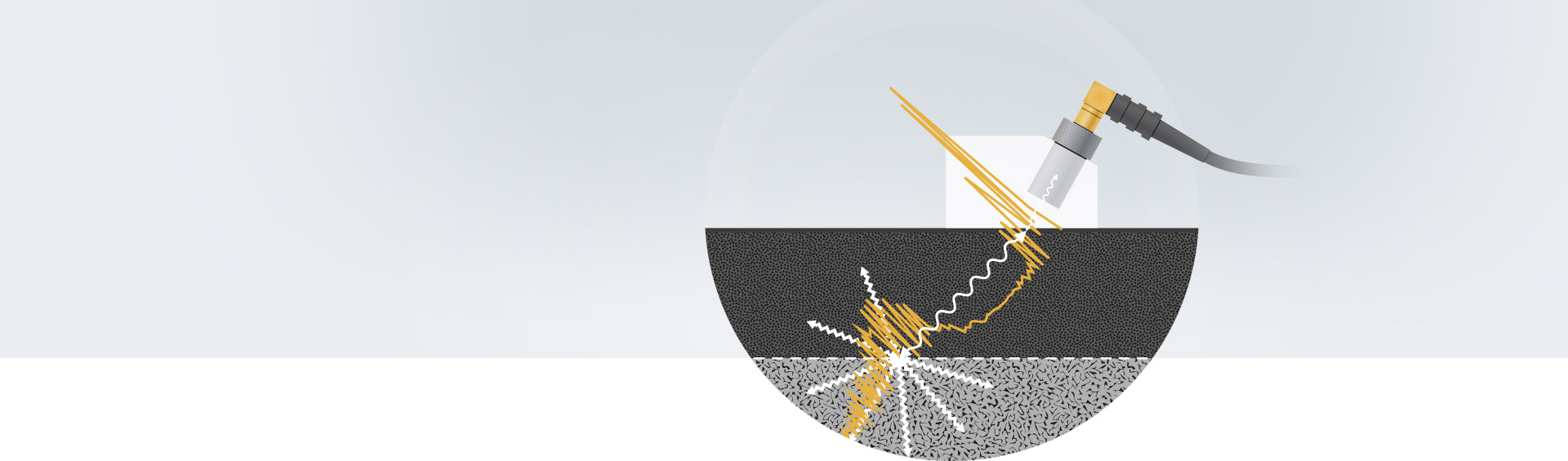
Bei der zerstörungsfreien Bestimmung der Randhärtetiefe (SHD) mittels des Ultraschall-Rückstreuverfahrens (URV) wählt man die Frequenz so, dass die Wellenlänge des Ultraschallstrahls zwischen dem Abstand der Streuer im gehärteten Gefüge und im Grundgefüge liegt. In einer idealisierten Betrachtung ist der Abstand der Streuer im gehärteten Gefüge sehr kleiner gegenüber der Wellenlänge, sodass man von dort keine Rückstreuung auftritt.
In der Übergangszone zum Grundgefüge wächst der Abstand der Streuer und mit ihm die Rückstreuung stark an. Es entsteht so ein charakteristisches Signal, dessen Form durch die Dicke der Übergangszone und der Werte der Streukoeffizienten im gehärteten und im Grundgefüge bestimmt wird. Idealweise steigt es steil an und fällt dann, auf Grund der Dissipation der Schallenergie, logarithmisch ab (siehe Abbildung 1).
Aus der Zeit, die der Schallimpuls benötigt, um von der Bauteiloberfläche bis zu der Stelle zu gelangen, ab der beim weiteren Fortschreiten Streuung verursacht wird, kann über die bekannte Schallgeschwindigkeit des Materials die Dicke der gehärteten Zone errechnet werden.

Abbildung 1: Das Ultraschall-Rückstreuverfahren
Die SHD-Prüfung mittels des Ultraschall-Rückstreuverfahrens basiert im Vergleich zu metallographischen Verfahren, wie z.B. Mikrohärteprüfung oder andere zerstörende Verfahren, auf völlig unterschiedlichen physikalischen Prinzipien. Daher sind mittels Ultraschallrückstreuung bestimmte SHD-Werte nicht notwendigerweise identisch mit zerstörend ermittelten SHD-Werten. Trotzdem ergibt sich in den meisten Fällen eine gute Korrelation zwischen beiden Werten, denn die Lage der Übergangszone zum Grundgefüge und die mit zerstörenden Verfahren bestimmte Lage des Härteabfalls werden durch den Härteprozess beeinflusst.
Ansprechpartner:
Dipl.-Ing. Tobias Müller
Tel: + 49 (0) 681/9767153
Fax: + 49 (0) 681/9767158
Voraussetzungen
die zu prüfenden Teile sind flamm-, laser-, oder induktionsgehärtet,
Teile sind geschmiedet, nicht gegossen,
die kleinste zu messende Härtetiefe ist größer als 1,2 mm,
martensitisches Material und Grundgefüge grenzen möglichst übergangslos aneinander,
die Korngröße des Grundgefüges erfüllt die Streubedingung für Transversalwellen mit einer Frequenz von 20 MHz, d.h. dass sie groß genug ist, um eine signifikante Rückstreuung zu erzeugen.